2024-07-03
Utrzymanie brudnego podczas procesu drukowania jest częstym problemem, ale jest to złożony i systematyczny problem. Utrzymanie brudnego podczas drukowania jest związane z jakością płyty drukarskiej, stanem maszyny do drukowania, procesu drukowania, podłoża, atramentu i smaru płytowego. Utrzymanie brudności podczas drukowania bezpośrednio wpływa na jakość drukowanego produktu, powodując odpady i zmniejszając wydajność pracy użytkownika. Zwłaszcza celem fioletowych laserowych płyt CTP są głównie gazety, a drukowanie i publikowanie gazet mają wyjątkowo wysokie wymagania dotyczące wydajności pracy. Dlatego dokładne określenie przyczyny drukowania brudnych i podejmowania odpowiednich środków w celu jej uniknięcia lub rozwiązania może zapewnić skuteczny postęp procesu drukowania.
W tym artykule przedstawiono fioletową płytkę CTP laserową i proces przetwarzania płyty. Następnie, na podstawie jakości płyty oraz procesu ekspozycji i rozwoju, analizuje możliwe przyczyny i rozwiązania brudnego drukowania za pomocą fioletowych płyt laserowych.
1. Fioletowy laserowy materiał płytki CTP
Fioletowy laserowy materiał płytki CTP jest materiałem płytkowym ujemnym, który wykorzystuje fotopolimeryzację jako mechanizm obrazowania. Sprzęt do tworzenia płyt to maszyna do tworzenia płyt CTP, która wykorzystuje fioletową diodę laserową o długości fali 405 nm jako źródło światła. W porównaniu z wersjami PS i termicznym CTP, fioletowa wersja Laser CTP ma wyższą czułość i musi być ręcznie obsługiwana w środowisku bezpiecznego światła (światła bursztynowego). Zakazuje się go w przypadku białego światła.
Po wystawieniu na laser o długości fali 405 nm, światłoczuła warstwa w odsłoniętym obszarze fioletowej płyty CTP laserowej przechodzi reakcję polimeryzacji i zestala się. Zmienia się z łatwo rozpuszczalnego na nierozpuszczalne w specjalnym rozwiązaniu programistycznym dla fioletowej płyty laserowej (zwana dalej rozwiązaniem rozwoju). Nienaświetlony obszar jest usuwany po przetwarzaniu rozwoju, tworząc pusty obszar płyty drukarskiej. Odsłonięty obszar zestala się i pozostaje, tworząc obraz płyty drukarskiej i obszar tekstu. Schematyczny schemat procesu tworzenia płyt i zasady tworzenia płyt pokazano na rycinie 1: 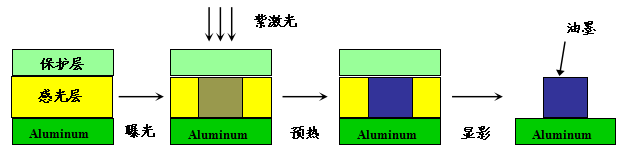
Rycina 1 Schemat wytwarzania płytki CTP fotopolimeryzacji
Podczas etapu ekspozycji uczulający barwnik w warstwie światłowodu pochłania energię laserową, powodując przejście cząsteczek ze stanu podstawowego do stanu wzbudzonego. Poprzez energię lub transfer elektronów inicjator jest uwrażliwiony i rozkładany w celu wytwarzania wolnych rodników, wyzwalając polimeryzację i zestalanie grup aktywnych w powładzie. Tlen ma silny wpływ hamujący na reakcje polimatyzacji. Dlatego, aby utrzymać wysoką wydajność polimeryzacji warstwy światłoczułej, warstwa ochronna jest pokryta powierzchnią płyty w celu izolacji tlenu.
Proces rozwoju materiału płytowego po ekspozycji przez maszynę do tworzenia płyt pokazano na rycinie 2:
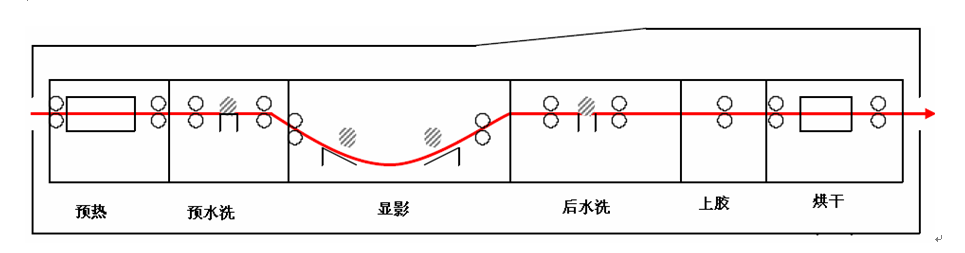
Ryc. 2 Fotopolimeryzacja CTP Proces tworzenia i rozwoju płyt CTP
Jak pokazano na rycinie 2, wstępne wysuszenie dodatkowo zestala się utwardzonej powłoki (obszar obrazu i tekstu) po ekspozycji w warunkach wysokiej temperatury, zwiększając kontrast rozpuszczania między obszarami obrazu i tekstu oraz zwiększając odporność siły i drukowania obszarów obrazu i tekstu.
Celem wcześniej mycia jest usunięcie rozpuszczalnej wody warstwy barierowej tlenu na powierzchni fioletowej płyty CTP laserowej przed opracowaniem. Ciśnienie wody i ilość spray przed myciem powinny zapewnić, że warstwa ochronna może zostać całkowicie usunięta, aby uniknąć wpływu na następny proces rozwoju (resztkowa warstwa ochronna wpłynie na penetrację rozwiązania programistycznego do warstwy światłoczułych).
Deweloper usuwa niezwiązane obszary w rozwiązaniu programistów przez pędzel programisty, wytwarzając obraz.
Mycie po czyszczeniu płyty drukarskiej, która wychodzi z rozwijającego się zbiornika, aby upewnić się, że układ jest czysty i wolny od resztkowego dewelopera.
Ostateczne klejenie ma dwie funkcje: utrzymanie hydrofilowości podstawy i uniknięcie utleniania i zabrudzenia podstawy w celu zneutralizowania pozostałości alkalicznej w układzie, aby uniknąć jego ciągłego wpływu na obszary graficzne i tekstowe, powodując zmiany w odporności drukowania.
Druk jest brudny ze względu na jakość 2 płyt
Problem brudności podczas procesu drukowania jest czasem spowodowany problemami z jakością materiału płytowego, głównie przejawowanego jako obróbka podłoża i defekty w warstwie światłoczułych.
2.1 Podstawowe przetwarzanie
Fioletowa laserowa płyta CTP składa się z aluminiowej podstawy płytki, warstwy światłoczułej i warstwy ochronnej. Przed nałożeniem kleju do światłowodu na płytkę aluminiowa płyta musi przejść przed leczeniem, obejmując głównie trzy etapy: szlifowanie elektrolityczne, anodowanie i uszczelnienie otworów.
(1) elektrolityczny i porządek
Celem elektrolizy jest utworzenie siatki piasku na gładkiej płycie aluminiowej, tak aby części graficzne i tekstowe płyty drukarskiej miały dobry podkład adsorpcji, a części nieczyficzne i tekstowe mogą być równomiernie zwilżone wodą, tworząc warstwę folii zamkniętej.
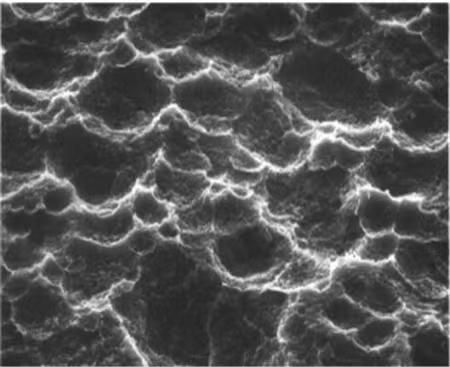
Rycina 3 Morfologia piasku pod mikroskopem elektronowym
Jak pokazano na rycinie 3, warstwa piasku aluminiowej płyty składa się z niezliczonych wypukłych pików i wklęsłych dolin, a górny kształt piasku wypukłych jest ogólnie gładki i głównie na tej samej płaszczyźnie; Wklęse doliny rzędu piasku są głębsze, a dolin również znajdują się na tej samej płaszczyźnie. Boczne ściany od szczytu do doliny są stosunkowo strome. Ta struktura pozwala układowi na przechowywanie wystarczającej ilości wilgoci, a puste obszary płyty drukarskiej nie są łatwo zabrudzone podczas drukowania. Jeśli wypukłe szczyty są zbyt wysokie, wklęsłe doliny są zbyt głębokie, a ściany boczne są zbyt strome, nie jest łatwo równomiernie pokryć klej do światłowodu. Po ekspozycji i rozwoju płyt CTP wystające szczyty siatki piasku są często trudne do atramentu ze względu na brak zasięgu warstwy światłoczułego. Nawet jeśli szczyty o wysokiej siatce piasku mają wystarczające zasięg warstwy światłoczułej, szybko będą noszone przez gumowy wałek, wałek wodny i wałek do lądowania, powodując usterki drukowania w „płycie wzoru”. Jednak zatopiona dolina może powodować niepełny rozwój, ponieważ jest zbyt głęboka, pozostawiając światłoczuł żywicę w pustym obszarze płyty drukarskiej, powodując brud na płycie podczas drukowania.
Talerz drukarski z idealnym stanem siatki piasku, po wydrukowaniu na maszynie, zawiera wystarczającą ilość smaru płytowego, nie jest łatwo zabrudzić, ma dobrą odtwarzalność kropki i ma wysoką odporność na drukowanie. Zgodnie z informacjami, aby zapewnić normalne przeniesienie atramentu przesunięcia, pojemność przechowywania wody na płycie drukowanej należy utrzymywać przy 1,25 ml/m2. Aby utrzymać taką pojemność do magazynowania wody, odległość między sąsiednimi ziarnami piaskowymi na płycie drukowanej powinna być utrzymywana około 3UM. Jeśli odległość między sąsiednimi ziarnami piaskowymi jest większa niż 3UM, ziarna piasku na płycie drukarskiej są stosunkowo gruboziarniste. Chociaż pojemność do magazynowania wody jest wysoka, woda na płycie drukowanej będzie pobierana przez szybki bęben z biegiem gumowym, zmniejszając pojemność do magazynowania płyty drukarskiej i powodując brud na pustym obszarze płyty drukarskiej.
(2) Anodyzacja
Celem anodowania jest wygenerowanie warstwy filmowej AI2O3 na powierzchni substratu płytki aluminiowej, poprawiając oporność drukowania płyty i hydrofilowość części nieczeficznych. Im grubsza folia tlenkowa, tym silniejszy odporność na zużycie. Jeśli jednak grubość warstwy folii tlenkowej wzrośnie, elastyczność warstwy folii spadnie, a sztywność wzrośnie, dzięki czemu warstwa folii jest krucha i podatna na pękanie podczas drukowania szybkiego, co powoduje brudne płyty drukarskie. Jeśli warstwa tlenku jest zbyt cienka, odporność na zużycie spadnie. Podczas procesu drukowania cząstki piasku są podatne na zużycie, powodując zmniejszenie zatrzymania wody pustej części płyty drukarskiej i powodując brudne druk.
(3) Otwory uszczelniające
Po obróbce elektrolitycznej na podstawie płytki będą jednolite i głębokie cząstki piasku. Jeśli w tym czasie nałożona jest światłoczuły klej, powierzchnia płyty będzie zbyt mocno adsorbować klej światłoczuły, a warstwy światłoczułej nie można całkowicie odłączyć po opracowaniu, powodując, że nongraphic i tekstowe części płytki drukowanej oleofilii i podatna na zabrudzenie podczas drukowania. Dlatego należy przeprowadzić leczenie uszczelniające w celu zmniejszenia wrażliwości cząstek piasku.
Obróbka uszczelniająca odnosi się do zastosowania roztworu uszczelnienia do wypełnienia mikroporów na podłożu aluminiowym przed nałożeniem cieczy światłoczułej. Głównymi czynnikami wpływającymi na uszczelnienie są proces uszczelnienia, jakość wody, stężenie, temperatura i czas uszczelnienia roztworu uszczelniającego. Niewystarczające lub nadmierne uszczelnienie otworów będzie miało poważny wpływ na przydatność do drukowania materiału płytowego. Wysokie stężenie i temperatura roztworu uszczelniającego w zbiorniku uszczelniającym sprzyjają uszczelnianiu otworów. Odpowiedni materiał płytki CTP jest odsłonięty i opracowywany, a ziemia jest czysta. Podczas drukowania nie jest łatwe do wyprodukowania „brudu”, ale odporność na drukowanie jest niska. Przeciwnie, niewystarczające uszczelnienie otworów może łatwo do poważnej „dolnej pozostałości” podstawy płyt, co powoduje problemy z drukowaniem brudnym.
2.2 Warstwa światłowodu
W procesie produkcyjnym fioletowych płyt laserowych istnieje wysokie wymagania dotyczące czystości środowiska produkcyjnego. Jeśli w powietrzu pojawią się zawieszone cząstki, takie jak kurz, stworzą niebieskie plamy na płycie zaadsorbowane podczas powlekania. Po zamontowaniu płyty na maszynie będzie tworzył przypominający punkt brudu na pustej części płyty.
Ze względu na wysoką wrażliwość warstwy światłoczułowej, fioletowe laserowe płytki CTP wymagają ścisłego transportu, przechowywania i użytkowania oraz mają pewien okres trwałości. Na przykład wymaga umieszczenia go w zamkniętym pudełku opakowaniowym przed ekspozycją, w suchym i chłodnym środowisku, i można go otworzyć tylko w bezpiecznym świetle. Okres trwałości materiału płytowego wynosi na ogół około roku. Jeśli materiał płyty owocowej przekroczy okres trwałości lub przypadkowo ujawni materiał płytki CTP bez wykrycia, hydrofilowość pustej części płyty po wytwarzaniu płyty i rozwoju zostanie dotknięta pozostałością powłoki na pustej części, powodując, że płyta jest brudna po wydrukowaniu maszyny. Dlatego transport, magazyn i korzystanie z fioletowych płyt CTP laserowych musi być ściśle obsługiwane zgodnie ze standardowymi wymaganiami. W przypadku w pełni automatycznego ładowania płyty należy zwrócić uwagę na sprawdzenie lekkiego unikania sprzętu.
Brudny druk spowodowany procesem rozwoju 3 płyt
Proces rozwoju fioletowej laserowej płyty CTP różni się od procesu płyty PS i termosensive płyty CTP. Proces rozwoju jest podzielony na następujące kroki:
Ekspozycja → Podgrzewanie → Mycie wody → Rozwój → Mycie wody → Klejenie → Talerz drukowania
Każdy krok w procesie rozwoju będzie miał wpływ na przetworzoną płytkę drukarską.
3.1 Podgrzewanie
Podgrzewanie (wstępne suszanie) dodatkowo zestalają utwardzoną powłokę (obszar obrazu i tekstu) po ekspozycji w warunkach wysokiej temperatury, zwiększając kontrast rozpuszczania między obszarami obrazu i tekstu oraz zwiększając siłę i opór obszarów obrazu i tekstu. Obecnie producenci fioletowych laserowych płyt CTP na rynku wystawią odpowiednie wymagania dotyczące temperatury podgrzewania. Na przykład zalecana temperatura podgrzewania dla Huaguang PPVS fioletowe płytki CTP laserowe wynosi 99-110 ℃. Jeśli temperatura jest zbyt niska, wpłynie to na odporność drukowania wytworzonej płyty. Jeśli temperatura jest zbyt wysoka, spowoduje to lokalne przyklejenie płyty, co spowoduje lokalne brud lub ciemnienie płyty po instalacji, jak pokazano na rycinie 4.
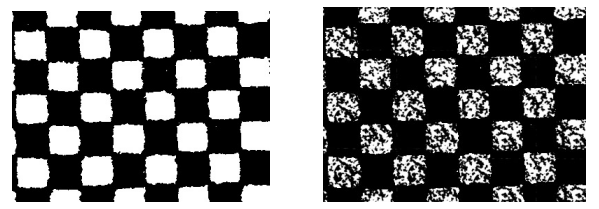
A. Normalna gałąź b. Wysokie temperatura płyty pastowej
Rycina 4: Nadmierna temperatura podgrzewania powoduje przyklejanie płyty
3.2 Rozwój
Fioletowa laserowa płyta CTP jest materiałem ujemnym na płytce obrazu typu fotopolimeryzacji. Na rozwój podczas przetwarzania wpływają głównie czynniki takie jak wartość pH, temperatura, czas rozwoju i ciśnienie szczotki rozwojowej rozwiązania rozwoju. Podczas procesu rozwoju niska wartość pH rozwiązania rozwoju, niska temperatura rozwiązania programistycznego, krótki czas rozwoju i zbyt małe ciśnienie szczotki rozwojowej mogą wszystko do niewystarczającego rozwoju, powodując niepełne usunięcie kleju światłoczułego w obszarach braku i tekstu i powodować zabrudzenie płyty drukarskiej.
(1) Ma zastosowanie rozwiązania programistycznego, które pasuje do materiału płytowego w celu osiągnięcia efektu rozwoju. Podczas użytkowania ilość dodatkowego rozwiązania powinna być rozsądnie ustalona zgodnie z wymaganiami, a deweloper powinien zostać niezwłocznie zastąpiony zgodnie z zdolnościami rozwojowymi i żywotnością rozwiązania w celu uniknięcia starzenia się i spadku pH, utrzymania skuteczności rozwoju dewelopera i zapewnienia jakości rozwoju. Jeśli wartość pH jest zbyt niska, może spowodować „tło” po opracowaniu, a płyta drukowania może stać się zabrudzona po umieszczeniu na maszynie.
(2) Temperatura rozwoju i czas rozwoju materiału płytowego powinny być kontrolowane w określonym zakresie, ponieważ wraz ze wzrostem temperatury roztworu rozwoju, wydajność rozwoju rozwoju również znacznie się zmniejsza, a zdolność do rozpuszczenia warstwy światłoczułowej zmniejsza się, co powoduje niewystarczający rozwój. Jeśli czas rozwoju jest zbyt krótki, może również powodować niewystarczający rozwój, co powoduje normalny wzrost odsetka kropek w częściach graficznych i tekstowych, a nawet powoduje, że warstwa światłoczuła pozostała w pustej części, powodując, że pusta część stała się zabrudzona; Jeśli jednak temperatura jest zbyt wysoka, a czas rozwoju jest zbyt długi, spowoduje rozpuszczenie odsłoniętego obrazu i tekstu, co spowoduje utratę drobnych kropek i zmniejszenie przywracania kropki i odporności na drukowanie. Ponadto wyższe temperatury rozwojowe będą korodować hydrofilową warstwę płyty drukarskiej i wpłynie na jej hydrofilowość, dzięki czemu jest podatna na zabrudzenie się podczas pracy.
(3) Purple laserowa płyta CTP musi być wytarta szczotką podczas procesu rozwoju, aby poprawić efekt rozwoju, a ciśnienie pędzla na płycie wpływa bezpośrednio na efekt rozwoju. Jeśli ciśnienie pędzla jest zbyt małe, może spowodować niepełne usunięcie warstwy światłoczułej w pustej części płyty, co powoduje drukowanie brudu.
(4) Konserwacja i utrzymanie dewelopera jest bardzo ważne, szczególnie zwracanie uwagi na regularne czyszczenie pozostałości w zbiorniku i na ścianie rurowej. Jeśli jest zbyt dużo brudu, kwas szczawiowy można mieszać z wodą, aby go usunąć. Jednocześnie wałek szczotki powinien być również sprawdzany i czyszczony. Jeśli jest poważnie zużyty, należy go szybko wymienić. Ponadto konieczne jest regularne sprawdzanie systemu krążenia, niezwłocznie zastąpienie elementu filtra programisty i zwrócenie uwagi na to, czy istnieją błędy między wartościami i ustawieniami temperatury i czasu dewelopera.
3.3 Po umyciu wody
Ponieważ rozwiązanie programistyczne zastosowane w fioletowej laserowej wersji CTP składa się głównie z środków powierzchniowo czynnych, w porównaniu ze zwykłymi dodatnimi PS i wersjami termosensatycznymi, układ jest bardziej podatny na zabrudzenie się z powodu resztkowych środków powierzchniowo czynnych. Odpowiednie ciśnienie wody po myciu i ilość wody mogą dokładnie usunąć resztkowe środki powierzchniowo czynne z płyty, unikając brudu na materiale płyty.
3.4 Klej ochronny
Dwie funkcje klejenia tylnego mają neutralizować resztki alkaliczne w układzie i unikanie ich ciągłego wpływu na obszary graficzne i tekstowe, co powoduje zmiany w odporności drukowania; Utrzymuj hydrofilowość podłoża, aby uniknąć utleniania i zabrudzenia. Pamiętaj, aby utrzymać wałek klejowy w czystości podczas procesu klejenia, w przeciwnym razie płyta drukarska może być brudna.
Niewłaściwe zastosowanie kleju ochronnego może również powodować brud na płycie drukarskiej. Jeśli podczas kleju stosuje się niskie stężenie kleju, ilość przyłożonego kleju ochronnego nie wystarcza, aby naprawdę chronić płytkę drukarską, co powoduje reakcje utleniania w częściach niezimage lub nadmierną utratę wilgoci w warstwie piasku płyty drukarskiej, słabą zatrzymanie wody i brudną płytę drukarską. Jeśli klej ochronny jest nakładany nierównomiernie, gruby, cienki, a czasem istnieją oczywiste kanały klejowe, może powodować brud na płycie drukarskiej. Tak więc ilość zastosowanego kleju ochronnego musi być odpowiednia, a nawet naprawdę chronić płytę drukowaną.
3.5 Wersja
Fioletowy materiał płytki laserowej CTP można użyć do naprawy powłoki resztkowej lub plam na płycie za pomocą długopisu naprawczego. Zaleca się użycie długopisu rewizji linii podstawowej CTP-1000 lub długopisu rewizji zalecanego przez producenta płyt.
Wersja należy dokonać po wyschnięciu układu. Po rewizji rozwiązanie rewizji należy niezwłocznie usunąć. Jeśli rozwiązanie rewizji pozostanie na podstawie zbyt długo, warstwa hydrofilowa w pustym obszarze zostanie uszkodzona, powodując brud na obszarze rewizji. Podczas wycierania roztworu naprawy uważaj, aby nie wprowadzić go do innych części układu, aby uniknąć resztkowego roztworu naprawy i uszkodzenia warstwy hydrofilowej. Po rewizji klej ochronny należy niezwłocznie zastosować do obszaru rewizji.
4 Wniosek
Powyższe analizuje możliwe przyczyny drukowania zabrudzenia z jakości fioletowych laserowych płyt CTP, rozwoju płyt i procesu drukowania. W praktycznych zastosowaniach, jeśli wystąpi brud, potrzebne są tylko stopniowe badanie i staranne analiza, aby szybko znaleźć i rozwiązać przyczynę zabrudzenia, poprawę wydajności pracy.
Skontaktuj się z nami
TRZYMAĆ W kontakcie
Mobilny kod QR
Produkty
Informacje kontaktowe
No.77, Shengtai Road, Hailing District, Taizhou City, Jiangsu
+86 13961040488+86 19852223565
+86 523 86969522
Prawa autorskie © Jiangsu Lecai Printing Materials Co., Ltd. Prawa zastrzeżone.Niestandardowe cyfrowe płytki drukowania offsetowego
")
")
")
")

